
Особливості вальців для листового металу.


1. Отримати необхідне значення радіуса при вальцюванні заготовок, у яких величина радіусу мала, не вдасться за один прохід, так як існує ймовірність походження деформації, надломів або гофр в різних областях перерізу заготовки. Таким чином, технолог призначає деяке число проходів, значення яких обумовлюється характеристиками даної заготовки.

2. З причини можливого походження істотних зусиль, які понад норми перевантажують вальці листозгинальні, не допускається одномоментна подача ролика, який знаходиться посередині, на велике значення величини подачі валу. В іншому випадку, може виникнути поломка верстата або приводу обертання валів.
3. 3-х валкова листогибочная машина залишає кінці заготовки прямими, таким чином, слід заздалегідь здійснювати їх підгин, наприклад за допомогою преса. Довжина прямої ділянки кінця заготовки дорівнює половині відстані між роликами, які знаходяться знизу.
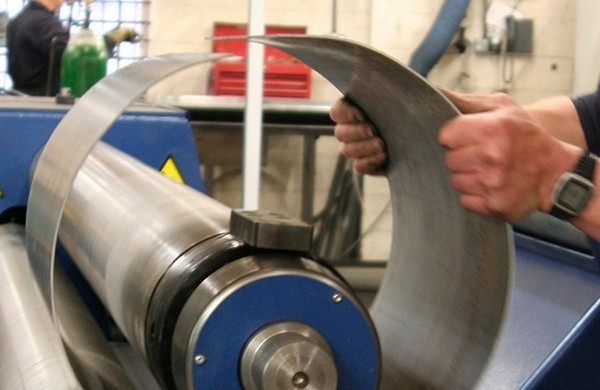
4. В той момент часу, коли починається рух валу, що знаходиться посередині, в перерізі заготовки починає зростати значення нормальних напружень, в наслідок чого відбуваються пружинні деформації. Далі напруги в різних волокнах перерізу досягають межі плинності матеріалу, що призводить до походженням пластичної деформації, а отже, відбувається безпосередня гибочна операція. Відводячи вал, що знаходиться посередині вальців для листового металу, назад вгору до того моменту, поки не почалася пластична деформація, ми побачимо, що виріб пружинить навздогін і зберігає власне споконвічне пряме положення. У слідстві цього ефекту, внаслідок того, що частини заготовки пружинять і частково розпрямляються після виходу з області згинання, можна збільшити значення вертикальної подачі. Розрахунок наведено в статті - Розрахунок радіуса згинання для 3-х валкового згинального верстата.. Величину зворотного пружинения або залишкової кривизни підрахувати досить важко. Для вирішення виниклої проблеми, крім числа межі текучості, знадобиться число моменту опору згину поперечного перерізу заготовки. Підрахунок даної величини є тяжким завданням, так як профілі з матеріалів, з різними складами, володіють складно сформованим поперечним перерізом. Так само складність полягає в постійно коливається величиною межі текучості , яка різниться навіть у зразків, взятих з одного матеріалу.
Даний спосіб допомагає відійти від визначення числа зворотного пружинения за допомогою великої кількості спроб. Для матеріалу з відмінними характеристиками пластичності, наприклад сплавів з алюмінію, значення вертикальної подачі, буде менше ніж у сталей.

 Для того, щоб працювати з тонкостінної трубою, вам необхідно купити дорновый трубогиб. Але для того, щоб виключити сплющення і залом труби в процесі згинання, потрібно налаштувати дорн на дорновом трубогибочном верстаті.
Для того, щоб працювати з тонкостінної трубою, вам необхідно купити дорновый трубогиб. Але для того, щоб виключити сплющення і залом труби в процесі згинання, потрібно налаштувати дорн на дорновом трубогибочном верстаті. Отже, ви вирішили купити фрезерний БУ, але не знаєте як перевірити, в даній статті ми приготували ✔️кілька рекомендацій, які вам знадобляться.
Отже, ви вирішили купити фрезерний БУ, але не знаєте як перевірити, в даній статті ми приготували ✔️кілька рекомендацій, які вам знадобляться.