
Расчет радиуса гибки для 3-х валкового гибочного станка

Определяем на какую величину следует опустить подвижный вал для, чтобы настроить радиус гибки
Уменьшая число прогонов заготовки до полного изготовления готовой детали, мы увеличиваем производительность труда. Когда в работе задействуются станок вальцовочный трехвалковый или профилегибы, важно точно знать конечное положение ролика (валка), расположенного по середине, относительно местоположения крайних валков. Четкое положение ролика позволит осуществить гибку заготовки с нужным значением радиуса при меньшем количестве проходов.
Ниже мы рассмотрим теоретический подход к вышепоставленной задаче. Следует отметить, что данный метод на практике не применялся, таким образом о его результативности можно судить только теоретически. Несмотря на это, имеется большой процент вероятности, что гибка метала с помощью вальцов трехвалковых или профилегиба по данной методике будет осуществляться за гораздо меньшее время.
Зачастую на практике до того, как получить готовую деталь, положение подвижного ролика (валка) вместе с числом проходом находится «методом тыка». По окончанию достаточно долгой отработки техпроцесса, при помощи пробного изделия, находится координата местоположения ролика (валка), расположенного в центре. Далее, по найденному значению перестраиваются 3-х валковые вальцы или профилегибы и изготавливается партия однотипных изделий.
Вышеизложенный метод весьма хорош в серийном производстве, когда число однотипных деталей довольно существенно. Но мелкосерийное или единичное производство предусматривает гибку листов различных толщин и радиусов, здесь нельзя допустить постоянную перестройку оборудования, так как на это уйдет слишком много ценного времени. Слишком заметными данные потери становятся вовремя гибки длинных заготовок (7-10 метров). Необходимо сделать один проход, затем произвести размеры, далее перенастроить положение ролика и начинать все заново. И такие операции повторяются не один раз!
Следует отметить, что вальцы или профилегиб подразделяются на различные модели, которые отличаются наличием подвижного среднего или крайних валов. Но для решения нашей задачи модель оборудования не играет существенную роль.
Рисунок: расчетная схема гибки на 3-х валковых вальцах
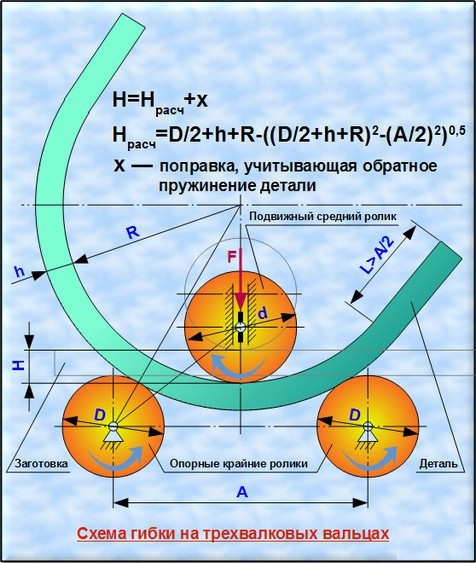
Заготовка на первом этапе расположена на двух крайних валках, с диаметром D. Центральный вал диаметр d опускается до касания с поверхностью заготовки. Затем центральный вал опускают на расчетную величину размера H, производится пуск станка, заготовка прокатывается, металл изгибается в результате вальцовки получем детаь радиуса R. Из высше сказанного можна сделать заключение что главным расчетным и необходимым параметром является H – высота поджатия подачи центрального вала.
Формулы для расчета с использованием Exel:

* Для проведения расчета достаточно будет сформировать в Exel аналогичную расчетную таблицу.
1. Расчет Hрасч в мм =
в ячейке D9: =D4/2+D6+D7-((D4/2+D6+D7)^2-(D5/2)^2)^(½)=45,4
формула Hрасч: =D/2+h+R-((D/2+h+R)^2-(A/2)^2)^(½)
2. Настраиваем вальцы на этот размер Hрасч и делаем первый прогон заготовки. Измеряем или высчитываем по хорде и высоте сегмента получившийся в результате внутренний радиус, который обозначим R0 и записываем полученное значение в мм в ячейку D10: 655 мм
3. Вычисляем какой должна была бы быть расчетная теоретическая вертикальная подача верхнего ролика (валка) H0расч в мм для изготовления детали с радиусом R0 без учета пружинения
в Exel D11: =D4/2+D6+D10- ((D4/2+D6+D10)^2- (D5/2)^2)^(½)=41,9
Формула H0расч =D/2+h+ R0— ((D/2+h+ R0)^2- (A/2)^2)^(½)
4. Но деталь с внутренним радиусом изгиба R0 получилась при опущенном верхнем валке на размер Hрасч, а не H0расч! Считаем поправку на обратное пружинение x в мм
в Exel D12: =D9-D11 =3,5
Формула x = Hрасч — H0расч
5. Так как радиусы R и R0 имеют близкие размеры, то можно с достаточной степенью точности принять эту же величину поправки x для определения окончательного фактического расстояния H, на которое необходимо подать вниз верхний ролик (валок) для получения на вальцованной детали внутреннего радиуса R.
6. Вычисляем окончательную расчетную вертикальную подачу верхнего ролика (валка) H в мм c учетом пружинения
в Exel D13: =D9+D12 =48,9
формула H= Hрасч+x
Задача решена! Первая деталь из партии изготовлена за 2 прохода!
Найдено местоположение центрального вала.
Данные расчета:
1. Диаметр центрального вала - d в мм записываем в Exel D3: 120
2. Диаметр опорных валов D в мм в Exel D4: 150
3. Расстояние между осями опорных в A в мм в Exel D5: 500
4. Толщина сечения заготовки h в мм в Exel D6: 36
5. Ожидаемый адиус изгиба детали R в мм в Exel D7: 600
Расчет может быть применен только для 3-хвалковых станков с вертикальным подъемом боковых валков А=const
Если на вальцах верхний вал не подвижен, аподвижными являются боковые валы и нижний, тогда а таком случае Размер А=var —переменная, которая зависит от Н.
Требуется другая формула для Нрасч.

 Для того, чтобы работать с тонкостенной трубой, вам необходимо купить дорновый трубогиб. Но для того, чтобы исключить сплющивание и залом трубы в прцессе гибки, нужно настроить дорн на дорновом трубогибочном станке.
Для того, чтобы работать с тонкостенной трубой, вам необходимо купить дорновый трубогиб. Но для того, чтобы исключить сплющивание и залом трубы в прцессе гибки, нужно настроить дорн на дорновом трубогибочном станке. Итак, вы решили купить фрезерный БУ, но не знаете как проверить, в данной статье мы приготовили ✔️несколько рекомендаций, которые вам пригодятся.
Итак, вы решили купить фрезерный БУ, но не знаете как проверить, в данной статье мы приготовили ✔️несколько рекомендаций, которые вам пригодятся.